

Reigstone aluminium die casting service include tooling design, die casting, secondary processing including CNC machining, alloy select, surface finish.
With the purpose of delivering the top quality to our customer,our professional team dedicated to supply the best solution to cover all detailed questions. No matter is a technic design, or special packaging method requirement.
All great products are created by design, but also most of the defectives are unwittingly designed into the product itself. A quality design should be given priority for a casting manufacturing. When we are designing the tooling, we should completely consider the main features from these important factors like porocity eliminating, thermal balancing, cost-effective, die life, etc.
2. Parting line
3. Ejecting pins
4. Cast- inserts
5. Core slide
6. Bosses
7. Ribs
8. Uniform walls
9. Fillets
10. Holes&windows
So Reigstone can design and manufacture the tooling of client desired, whatever it is a single cavity die, multiple-cavity die, or family die. We have the ability to build the perfect and practice mould according to the configuration of the parts and other requirments customer may have.

Tooling styles examples:


Single cavity die
Multiple-cavity die
Family die
Software and file forms for design.
Usually we use Solidworks, UG, Pro/Engineer, AutoCAD for the designing, so most of models of the file we can open, of course the CAD, PDF, JPEG, step, igs forms will be prefered.
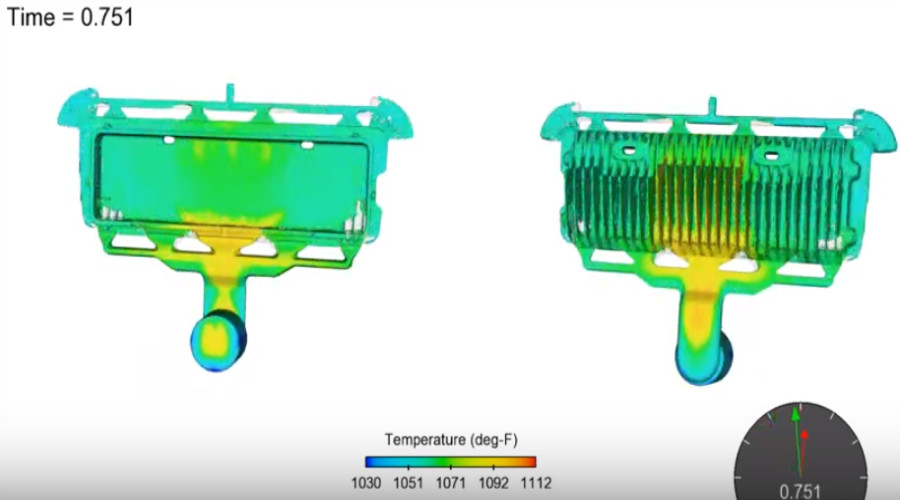
Filling simulation:
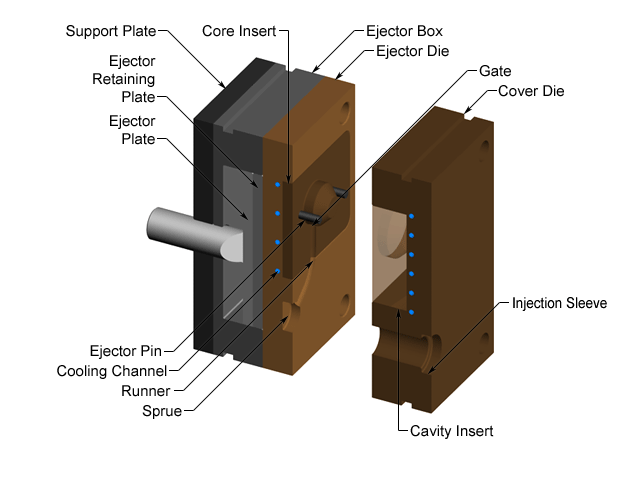
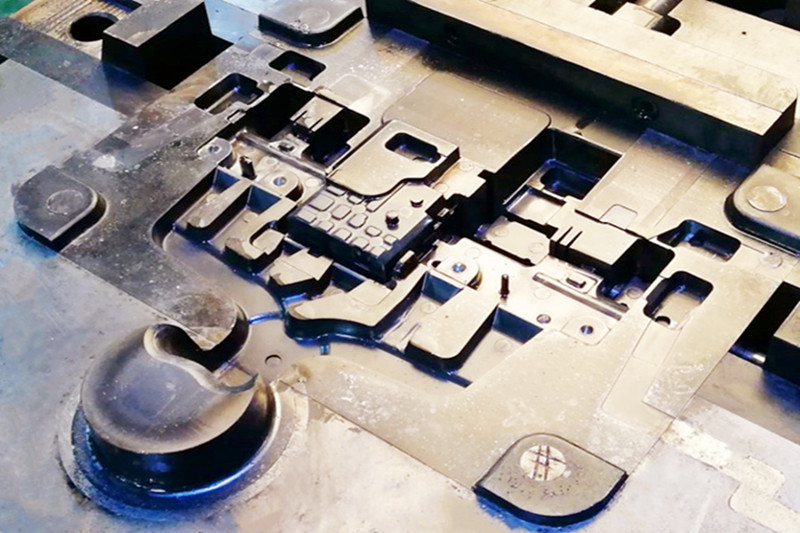
3D model of tooling
Casting capability
Our plant has very complete series of die casting machines, from 200 tons to 1250 tons. Casting weight could be from 10 grams to 12kgs.
All operation activities are full automatically, from pouring to injection, closing &opening the tooling, spraying tooling, fetching the casting, with high quality conveyor. To make the whole process is easy and smooth, to get very higher efficient and stable quality on the production.
In addition, matched with electronic furnace and extraction pipe to suck the waste gas away. The working environment is very friendly.



Casting capacity






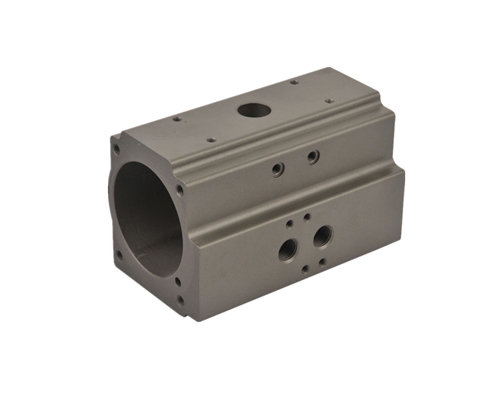
Features of our casting parts

No or very few small porocities.
It can help you to think various processes for developing project, when you don’t need to consider leaking. Lighten your load and save your extra cost.
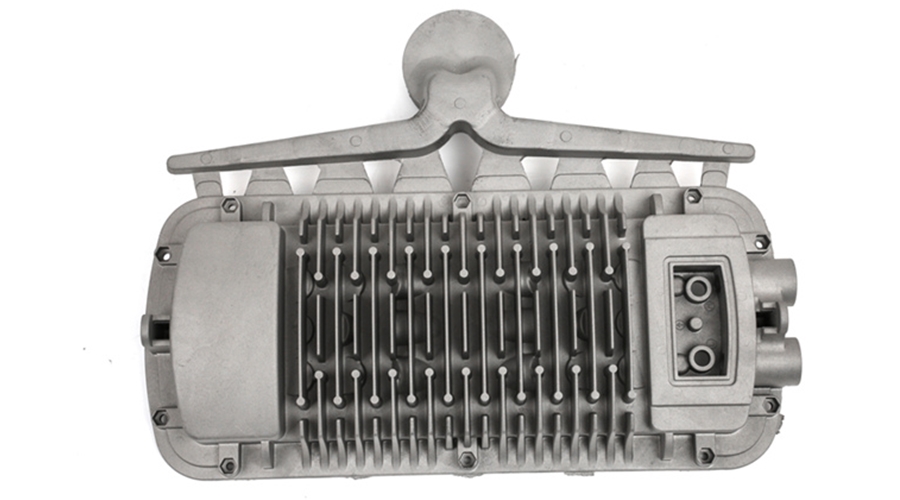
Smooth surface
Smooth and flat surface makes appearance looks beautiful, and good texture.
Class 2-3 for die casting surface we can guarantee, following NADCA standard.


Quite compact
Enough compact can make the part stronger on the aspect of mechanical properties.
Instead of your other idea maybe with steel or other heavy metals, save cost on material and transporting.
Precise tolerance
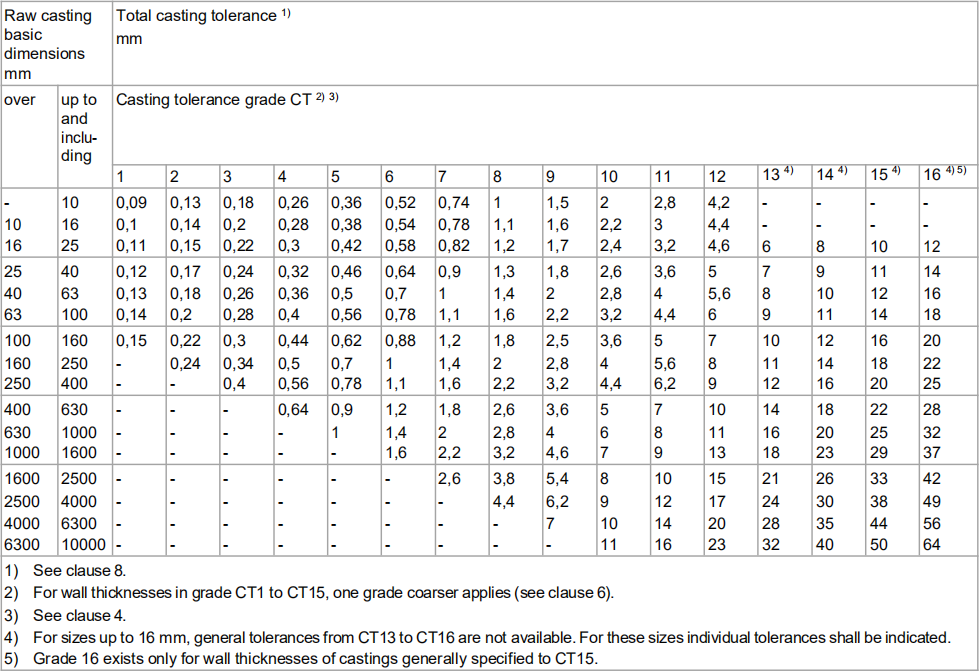
Our as-cast usually can achieve CT5-CT4 grade, obviously it can reduce some machining processes and cost with such accurate casting dimension tolerance.

ISO/CD 8062-2 © ISO
Dimensions for which general tolerances are not suitable shall be allocated individual tolerances. See ISO 129-X (ISO 406)2) .
Geometrical tolerance grades
There are 7 casting geometrical tolerance grades (CTG) designated CTG 2 to 8 (see tables 2 to 5).
NOTE 1 Values are not given for grade CTG 1. This grade is reserved for finer values which may be required in the future.
The nominal length to be used in tables 2 to 5 shall be the largest dimension of the considered feature. The datums to be used in tables 4 and 5 shall be the longer of the two features. If the features are of equal nominal length, either may be taken as the datum (examples, see Annex D).
When geometrical casting tolerances indicated by a general geometrical tolerance grade are not suitable, individual geometrical casting tolerances shall be allocated.
NOTE 2 The application of general tolerances according to this standard, see clause 10, implies the concept given in Annex E.
Alloy select

Alloy Data
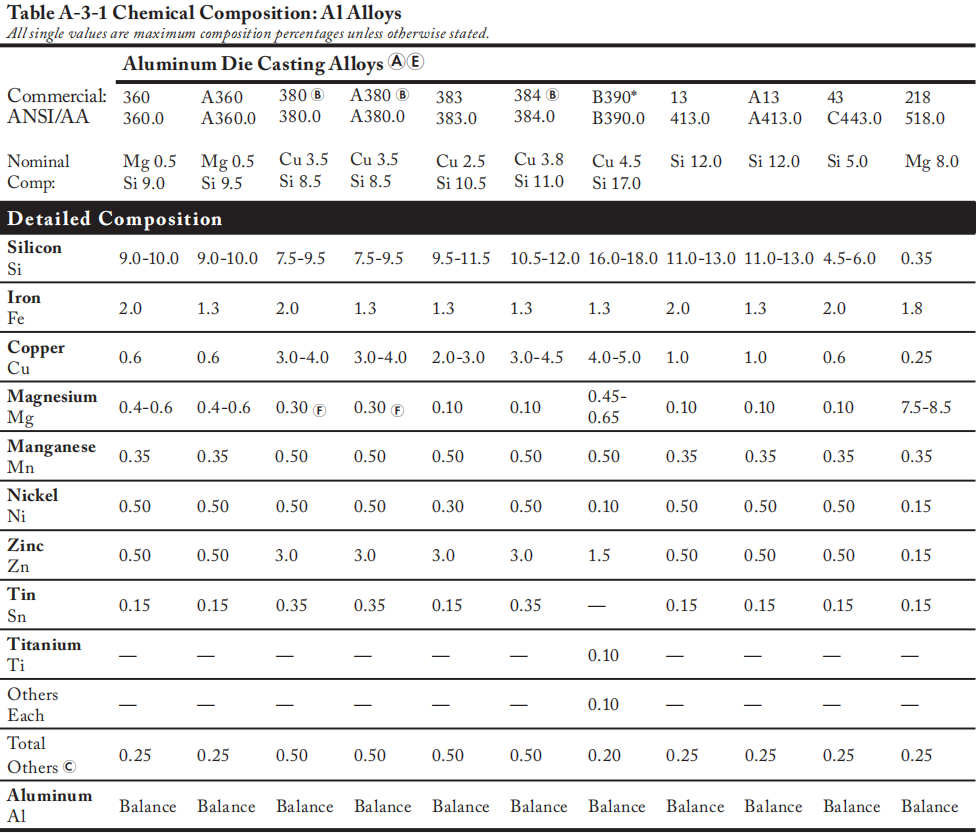

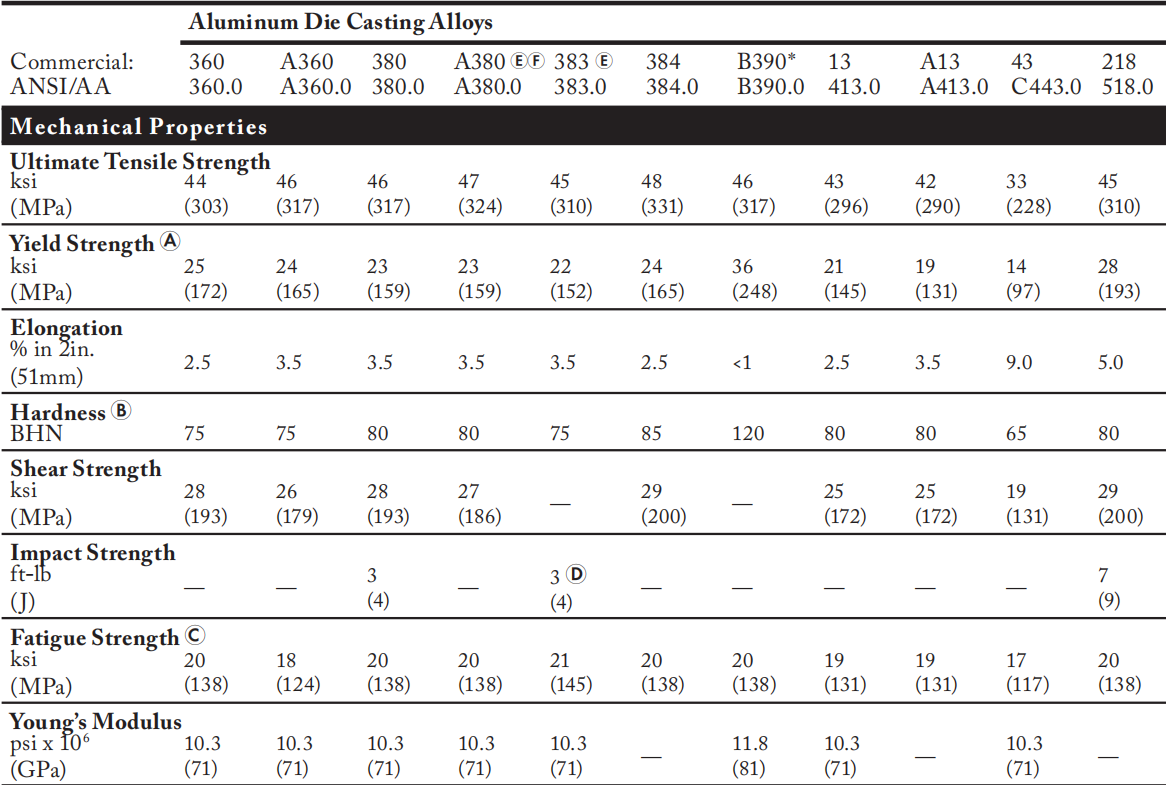
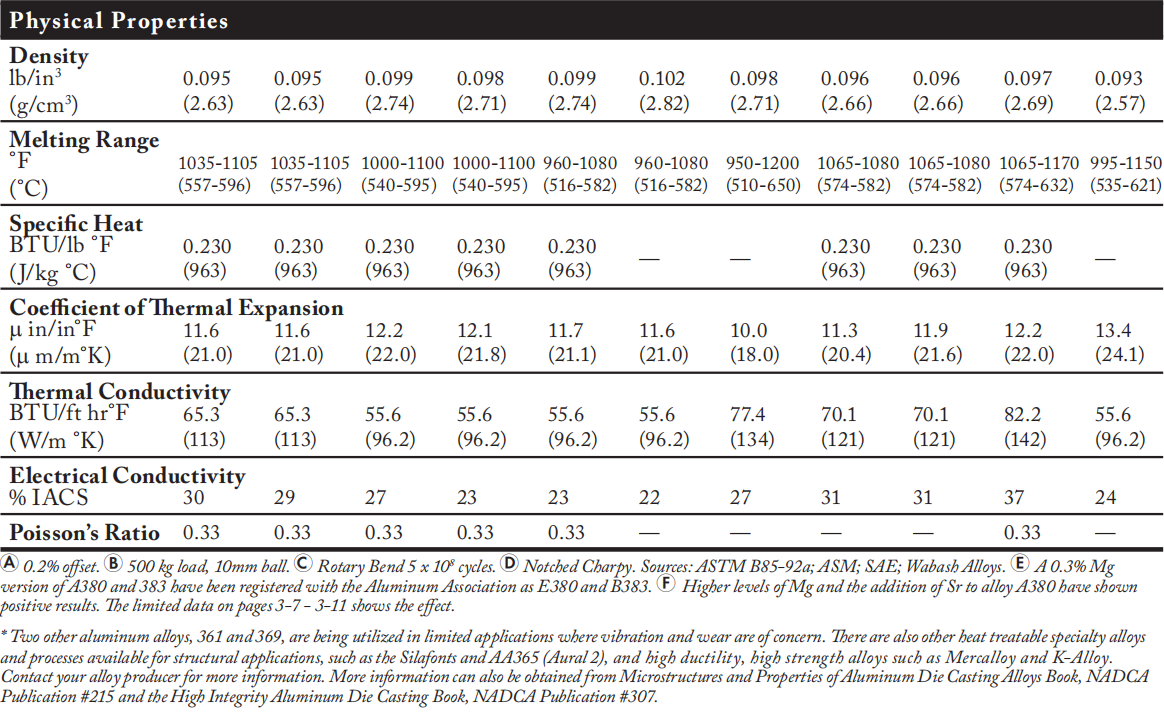
A380 (ANSI/AA A380.0) According to the data of NADCA, is by far the most widely cast of the aluminium die casting alloys, offering the best combination of material properties and ease of production. It may be specified for most product applications. Some of the uses of this alloy include electronic and communications equipment, automotive components, engine brackets, transmission and gear cases, appliances, lawn mower housings, furniture components, hand and power tools.
ADC-12(ANSI/AA 383.0) is alternative to A380 for intricate components requiring improved die filling characteristics. Alloy ADC-12 offers improved resistance to hot cracking (strength at elevated temperatures)
Of course, it’s available to supply other alloy or customized the alloy depend on requirements.
In order to meet the demands of parts used in specified circumstance from different industries’ clients. We supply various surface finish methods, we also called it value-added service.







Normally our as-cast Finish can achieve to the class 2 of Standard NADCA, to get to the class-3, by adjusting the production process and enhance the management, it is also okay for us. Below is a grade table from NADCA.

